|
电镀件:超70%的质量问题,竟然都与它有关!电镀件:超70%的质量问题,竟然都与它有关!来源:环球电镀网
清洗是电镀过程中必不可少的重要工序,无论是镀前清洗还是镀后清洗,都会影响金属镀覆和化学覆盖层的质量。而在实际生产过程中,人们往往只注重电镀主槽槽液成分、参数的变化,忽视了清洗。 实际上, 70%以上的质量问题都与清洗有关。如除油不干净时,镀层会产生起泡、起皮、发花等缺陷;水洗不干净,则镀层会形成斑点、污渍等疵病。 清洗的注意事项
1 水质是前提 电镀清洗用水的水质要求非常严格。工序、工位或镀种不同,所采用的水质也大不相同。工序用水一般应遵循以下原则: (1) 前处理清洗用水对水质要求不是很高,一般自来水(C 类水)即可满足要求。 (2) 进镀槽的前一道水洗最好采用纯水(A类水),特别是化学镀镍前的清洗须采用纯水洗。 因为一般自来水中含有过多的钙、镁离子或铁离子,这些离子一旦被带入镀液,容易使镀液产生沉淀;或带入异金属离子,使化学镀镍层发脆、发雾、起条纹等疵病。 (3) 从成本角度考虑,出镀槽的第一道水洗最好采用纯水,这样可以使浓度较高的第一道清洗水实现回收再利用:当主槽中液体不足时,可以将该清洗水直接加入主槽,从而降低成本及重金属的排放量。 (4) 表面处理完毕后的最后一道清洗水,应符合HB 5472–1991《金属镀覆和化学覆盖工艺用水水质规范》中规定的清洗用水标准。 这样清洗后的零件才不会留下水迹、斑点或影响镀覆层质量的杂质。各镀种的清洗用水,配液用水标准可参照 HB5472–1991 标准。 该标准对金属镀覆和化学覆盖工艺用水的水质分类和指标,水质分析方法及工艺用水要求作了详细规定。
2 温度是关键 清洗用水的温度也至关重要。工序或镀种不同,清洗用水的温度就不同。 (1) 碱性溶液脱脂后必须采用 60 °C 以上的流动热水清洗。 零件在碱性溶液中脱脂后,表面会残留碱液以及被乳化、皂化的油污,这些油污遇冷水后会凝聚在零件表面,使清洗不彻底;同时对下道工序的酸造成极大的浪费,因为酸除了去锈活化零件表面外,其中一部分还必须中和零件表面残留的碱液。 因此,脱脂后的零件最好采用 60 °C 以上的热水清洗,只有这样才能将残留在零件表面的碱液、污物彻底清除。 (2) 采用碱性电镀液电镀的零件,镀后清洗时应采用流动热水或热水浸泡的方式进行清洗。 氰化镀锌后的零件,需在 40 ~ 60 °C 的热水中浸泡 20 ~ 30 min,才能将零件表面残留的镀液彻底清除;否则,钝化后生成的钝化膜会将这些碱性物质牢牢地包裹或夹杂在钝化膜中,降低零件的耐蚀性能。 需注意的是,浸泡用的热水应经常更换或更新,否则不但起不到清洗效果,还会影响镀层的外观质量。 (3) 电镀后的镀件,在干燥前最好采用热水烫洗。 提高镀件的温度,可使镀件脱水速度加快,有效防止水迹或水斑的形成。对于镀镍零件,还可以有效防止黄点(锈点)的产生。 (4) 镀锌钝化后的零件应采用不超过 60 °C 的温水进行清洗。 如温度过高,刚刚形成的钝化膜容易破裂,并且钝化后的零件膜薄色浅,耐蚀性差;温度过低,则不利于将零件彻底清洗干净。 因此,镀锌后的零件应选用温度适宜的温水烫洗,这样不但清洗得更干净,而且可使膜层封孔,大大提高膜层的耐蚀性能。 (5) 对于有砂眼或细小盲孔的零件,应采用冷热水交替的方式进行清洗,这样有利于提高水对砂眼等处的渗透,使这些部位的溶液与清洗水进行充分交换,使砂眼内部的溶液全部流出。 交替清洗的时间和次数,视零件尺寸、盲孔(砂眼)大小及深浅来决定:零件大,盲孔小而深,清洗时间长,次数多;反之,则时间短,次数少。
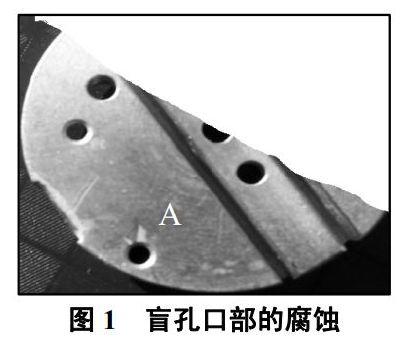
3 细节是保障 除了水质和温度外,细节也很重要。 1 清洗抖动不能少 不论镀件是采用挂具清洗,还是采用篮筐清洗,镀件进入水槽后要上下、左右、前后抖动(或摆动),增加镀件与清洗水的接触机会。 另外,镀件在抖动时,与清洗水产生相对运动,镀件表面的残留液体或脏物在相对运动产生的机械力下剥离。抖动还可以增强布 朗运动,增大镀件表面残留液体与清洗水之间的扩散速度,使清洗水在尽可能短的时间内完全取代残留液体,覆盖镀件整个表面。 2 清洗挂钩不能缺 如清洗过程中只清洗镀件,挂钩部位得不到充分清洗,在转入下道工序、卸挂、干燥时,挂具上携带的溶液或污物会掉入下道工序的镀槽内或零件表面,造成镀液污染,引起镀层发花、出现斑点,或在零件上表面产生堆积、起泡等缺陷。 除此之外,挂钩不干净还会影响其与阴极杠的导电性能。因此,应将零件、挂具连同挂钩一起清洗,如挂具过高不能浸入液面以下,则可用水龙头冲洗或用手淋洗未浸入的部位,以避免上述现象的发生。 3 清洗时应采用流动水洗 采用死水清洗时,清洗水的浓度会越来越高,到后来不但起不到清洗效果,反而会使镀件越洗越脏。 因此,清洗时应采用流动水洗,这样可以保证清洗槽的水始终处于更新状态。从节水方面考虑,可采用逆流流动水漂洗,但应注意水流在清洗槽中不能短路。 水从左下部进入,则要从右上方流出,不能进出都在上方,或都在一边;否则,换水不充分,起不到流动水的作用。对于非流动水洗(最后一道纯水洗),也要经常更换或不断补充新水,才能达到清洗的目的。 4 清洗时速度不宜太快 在镀件提出镀槽或清洗槽时,应在槽上方停留片刻(10 ~ 30 s)。对于碗型或带有深孔、盲槽的零件,出槽后还应在镀槽上方轻轻抖动、翻转,将内部液体尽可能倒出。 一是尽量减少因溶液带出而造成镀液损失;二是尽可能少地把上道工序残留的溶液带入下道工序,造成下工序溶液的污染;三是减少清洗负担。薄而轻的零件在入镀槽或清洗槽时应缓慢,以防止零件飘出筐外。 5 清洗时镀件一次不可装挂过多 有些生产工为了追求速度,电镀小件时,篮子有多大,零件就装多少,殊不知这样做是很不合理的: 零件装挂过多,重量增加,零件之间接触机会增大,贴合更加紧密,单靠抖动难以使零件与零件之间各接触面得到充分变换,接触部位得不到充分清洗;再者,电镀时镀件数量过多,镀层厚度也不均匀,容易产生接触印痕。因此,一次装挂数量不宜过多。一般来说,镀件平铺篮子底部 2 ~ 3 层为宜。 除掌握以上一些清洗的细节外,针对特殊零件还应采用一些特殊的清洗方法: (1) 注射法。 采用医用注射器向盲孔、狭缝内注入清水,可把隐藏在里面的酸、碱、污物驱赶出来,从而达到清洗的目的。 如盲孔内有锈蚀物,应先注入酸液,将盲孔内的锈彻底去除后再进行清洗。这样可以有效防止电镀时,盲孔口部遭到腐蚀或因酸液溢流 而形成冲刷痕迹(图 1 中 A 处)、起泡等缺陷。该方法适用于盲孔(盲槽)深度超过孔径(槽宽)2 倍以上的镀件。 (2) 甩除法。 每工序完毕后,甩动容易积聚溶液的镀件,将积聚在盲孔(盲槽)中的溶液甩出,达到清洗效果。该方法适合于体积大、盲孔(盲槽)多的镀件。
(3) 中和法。 镀件出槽后,砂眼中的镀液较难洗去,此时可采取中和法予以解决。如碱性镀锡后,可采用 4% ~ 6%的稀硫酸进行中和,镀镍后的零件后可采用 3% ~ 5%的稀碳酸钠溶液进行中和,或采用防锈水浸渍处理。 (4) 超声法。 利用超声波振荡的机械性能,使脱脂液中产生数以万计的小气泡,这些小气泡在形成、生长、闭合时产生强大的机械力,使黏附的油脂、污垢迅速脱离,从而达到清洗效果。该方法适合于几何形状复杂(如螺纹、盲孔、凹槽、狭缝)的镀件及清洁度要求高的精密零部件。 观点
电镀过程中,针对不同工序,不同零件,不同镀种,应采用不同温度、不同水质、不同方法进行清洗,另外细节管理也非常重要只有把握好以上几点,才能保证镀覆层的质量,为生产服务。
下一篇铝型材表面处理五大工艺 |